progress可不可数:查老师模具设计实战精品集“基座”模具设计 - 模具技术交流 - CAE模具高校产学联盟网站...
来源:百度文库 编辑:中财网 时间:2024/05/01 05:23:52
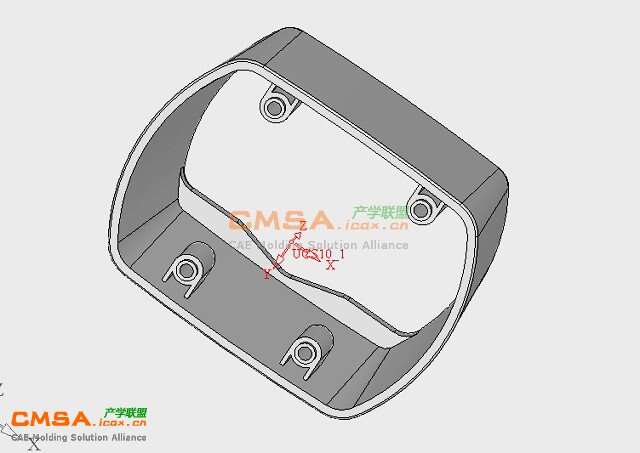
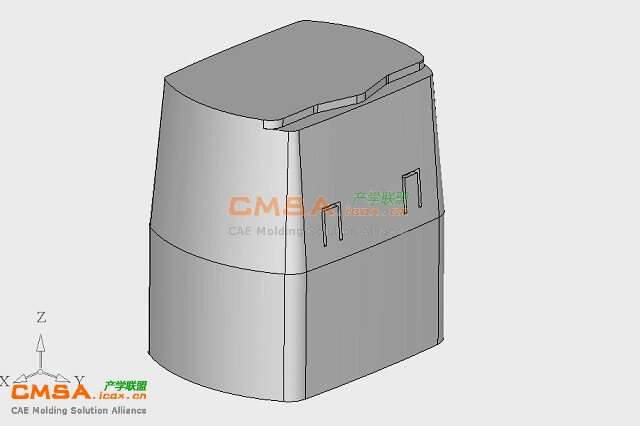
第一例:一个看起来很简单的零件,“基座”的设计
1.1产品特徵分析:

 下载 (37.57 KB)
下载 (37.57 KB)
2010-2-3 22:52
 下载 (31.43 KB)
下载 (31.43 KB)
2010-2-3 22:52
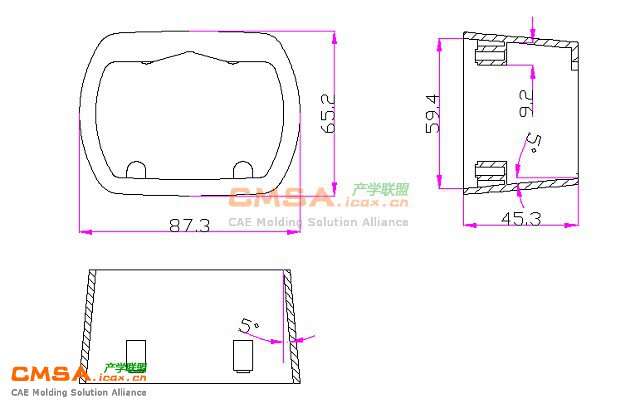
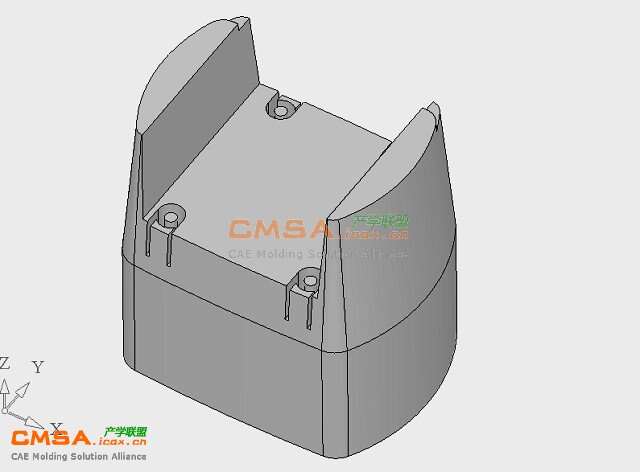
本产品是平板彩电显示器下方的“基座”,材质为PC。造型比较简洁,但对于注塑模具来说,出模方法极为繁复。是典型的“扮猪吃老虎”式的课题。由于外壳四周均为5°的倒斜,4个螺丝座的脱模受到严重的限制。 基座, 模具, 实战, 精品, 老师


 发表于 2010-2-3 15:03 [只看该作者] [回复] [引用] 1.2模具结构的初步设想
发表于 2010-2-3 15:03 [只看该作者] [回复] [引用] 1.2模具结构的初步设想
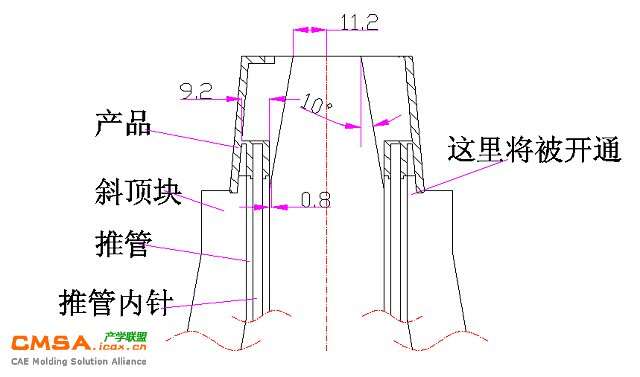
做“斜顶块”是最直接的想法:

 下载 (86.48 KB)
下载 (86.48 KB)
2010-2-3 22:59
由于4个螺丝座的脱模是用推管来实现的,然而,从上图可以看到,斜顶块与推管是相互干涉的,假如在斜顶块上开一个缺口,避开推管,但是由于斜顶块在脱模时要水平移动9.2mm,推管外侧的凸模将被开通,
另外,由于产品的下部沿周有一圈R0.5的圆角,所以斜顶块上必然有凹下0.5的造型,当斜顶块向上顶起时,一定会有一个向内的水平移动,但是这个凹下的0.5的部位当充满了塑料后就会阻挡斜顶块的的水平运动。所以,用斜顶块的方案是行不通的。
 下载 (25.6 KB)
下载 (25.6 KB)
2010-2-3 23:03
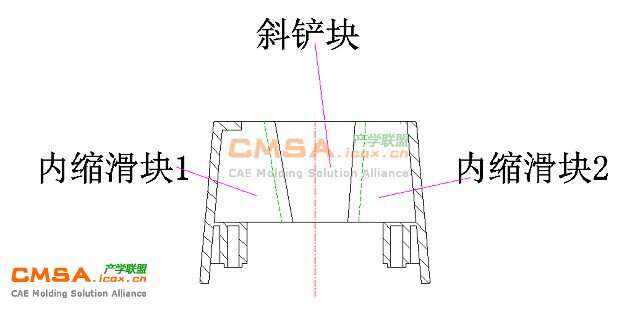
发表于 2010-2-3 15:40 [只看该作者] [回复] [引用] 第二个思路是做“内缩滑块”:
 下载 (26.38 KB)
下载 (26.38 KB)
2010-2-3 23:40
如上图所示,假如二个内缩滑块向中间移动,给4个螺丝座让出位置,产品就可以正常脱模,但是这个方案也将面对二个问题,第一是斜铲块必须在定模一边,假如放在动模一边将无法安排动模芯的冷却水路。第二是二个内缩滑块的轨道的间隙肯定会“钻料”,这样模具将无法正常工作。所以,必须想办法将内缩滑块的滑动轨道安排在定模一边。
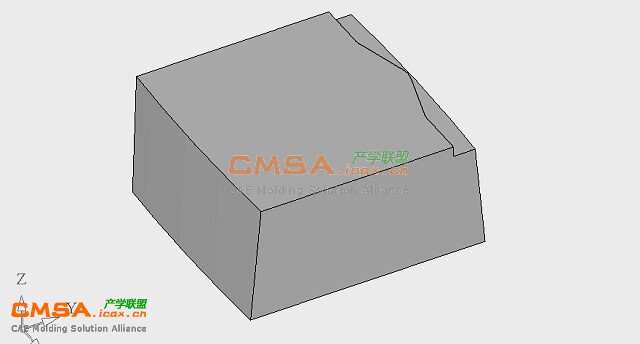
1.2分模
首先我们先将上下模简单地分开:
(编者注:本书着重体现模具结构的构思和逻辑推理,以及模具零部件的加工工艺,在这里不赘述软件的操作和指令,请读者见谅。)
 下载 (23.72 KB)
下载 (23.72 KB)
2010-2-3 23:40
 下载 (25.19 KB)
下载 (25.19 KB)
2010-2-3 23:40
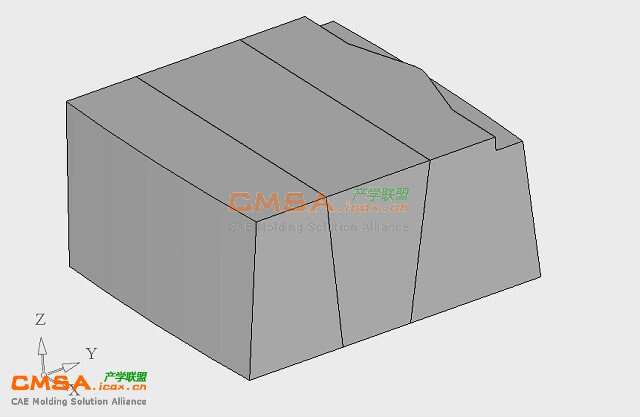
为了实现内滑块缩芯机构,模芯可以被分割成这样:
 下载 (30.13 KB)
下载 (30.13 KB)
2010-2-3 23:40
基础的部分是这样的,仍然可以布置理想的冷却水路和推管顶出机构:
 下载 (29.07 KB)
下载 (29.07 KB)
2010-2-3 23:40
剩下的一块是这样的:
 下载 (18.04 KB)
下载 (18.04 KB)
2010-2-4 00:10
它可以被分割成3块,是设计内缩滑块和斜铲块的“基本型”,由于产品的造型的原因,一边有“边”,一边没有“边”,所以斜铲块的二侧的斜度是不同的,一边是4°,另一边是10°:
 下载 (24.11 KB)
下载 (24.11 KB)
2010-2-4 00:26
本帖最后由 liujunyun 于 2010-2-3 16:26 编辑 发表于 2010-2-3 16:33 [只看该作者] [回复] [引用] 1.3内缩滑块和斜铲块的设计
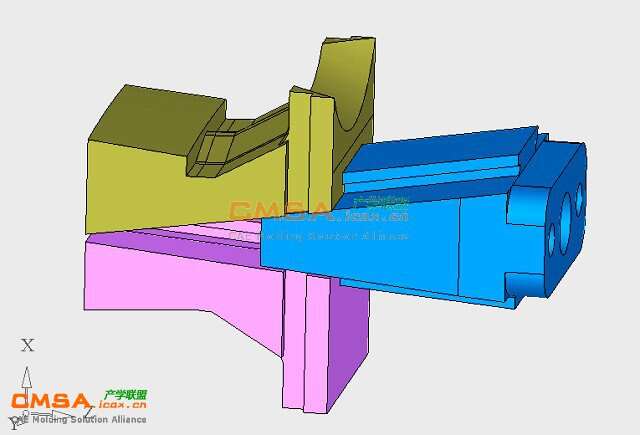
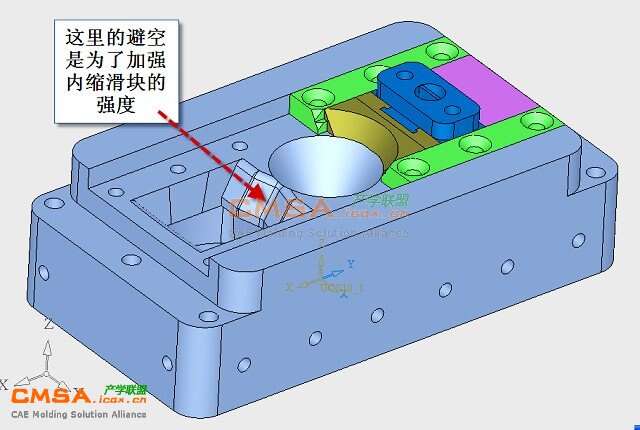
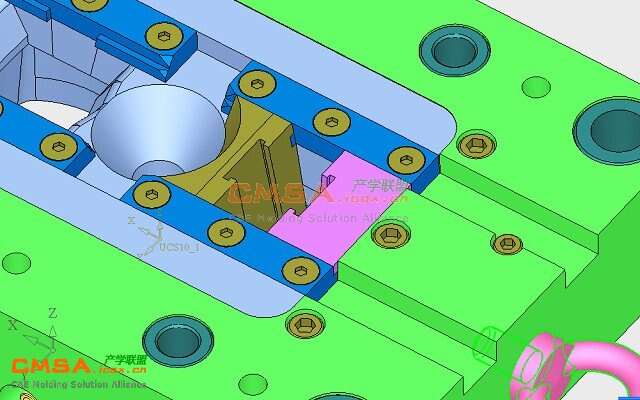
内缩滑块和斜铲块的设计是本套模具设计的关键所在,所有的其他部件的设计都是服从于内缩滑块和斜铲块的设计。由于前面提到的原因,这3块都是被安排在定模一边的,中间的一块就成了斜铲块,两侧的二块做成了内缩滑块。最后,这3件设计成为这样:
 下载 (53.73 KB)
下载 (53.73 KB)
2010-2-4 00:41
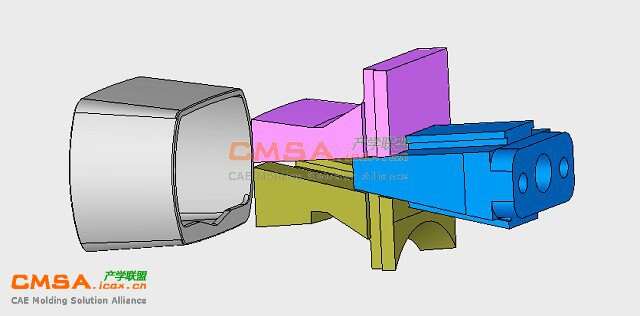
开模时是这样的:
 下载 (37.19 KB)
下载 (37.19 KB)
2010-2-4 00:41
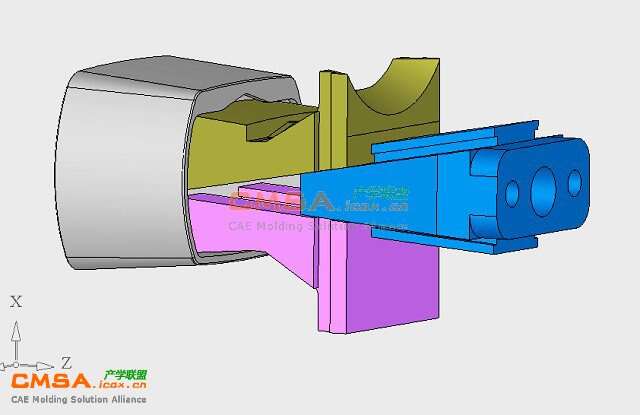
这时滑块已经可以与产品分离
 下载 (36.05 KB)
下载 (36.05 KB)
2010-2-4 00:40
直到滑块完全从产品里脱出来,产品跟随动模芯后移,在运动过程中,内缩滑块上的凹的“T型槽”与斜铲块上的凸的“T型槽”始终是不分离的:
 下载 (29.07 KB)
下载 (29.07 KB)
2010-2-4 00:40
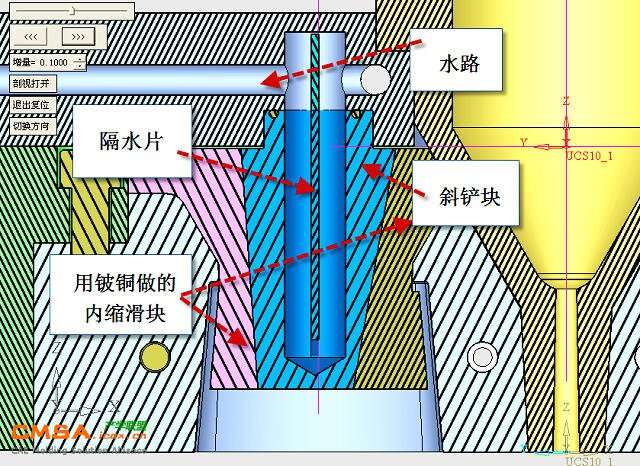
考虑到这3个零件是在产品的中央位置,冷却尤为重要,我在斜铲块里设置了“水塘”和“隔水片”:
 下载 (137.36 KB)
下载 (137.36 KB)
2010-2-4 00:31
两边的内缩滑块是用铍铜做的,这样可以提高热传导的效率,斜铲块是用耐磨的合金钢制作的,硬度为HRC52度。
本帖最后由 liujunyun 于 2010-2-3 16:51 编辑 发表于 2010-2-4 00:18 [只看该作者] [回复] [引用] 1.4定模仁的设计
根据客户的要求,这套模具是一模二穴的,我们要考虑到浇口和横流道应该尽量短,又要考虑到二组内滑块有足够的活动空间,考虑再三,决定将二穴的中心距设计成为130mm.
 下载 (43.7 KB)
下载 (43.7 KB)
2010-2-4 00:15
翻过来是这样的:
 下载 (62.93 KB)
下载 (62.93 KB)
2010-2-4 00:15
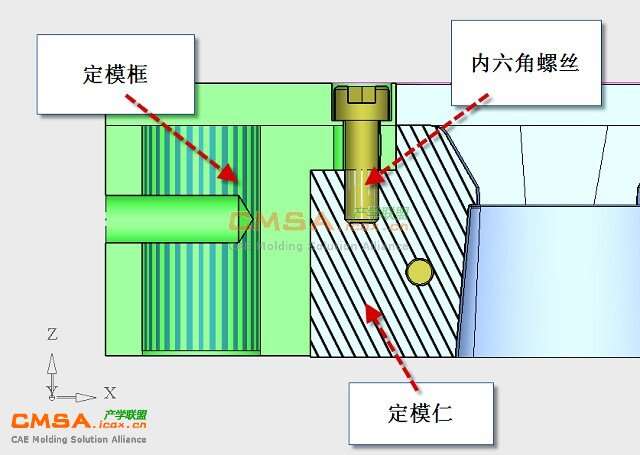
这个定模仁与定模框的固定,我们采取了这样的一个设计。因为考虑到内缩滑块和斜铲块之间有个相对运动的距离(45mm),而内缩滑块是被附加在定模仁上的,定模仁又是被固定在定模框上的,而斜铲块是固定在定模底板上的,所以,每一次开模,定模框就会与定模底板分开45mm。所以定模仁必须要固定在定模框上,但是定模框的底部是通的,常规的螺丝固定的方法就不起作用。我们采用了下图的固定方法,在定模仁的反面做了一个台阶,从台阶处收紧螺丝:
 下载 (61.29 KB)
下载 (61.29 KB)
2010-2-4 00:16
这样的固定方法可以使得定模仁非常稳定,同时又可以获得最短的主流道。 发表于 2010-2-4 00:22 [只看该作者] [回复] [引用] 1.5 定模框与定模底板的滑动连接设计
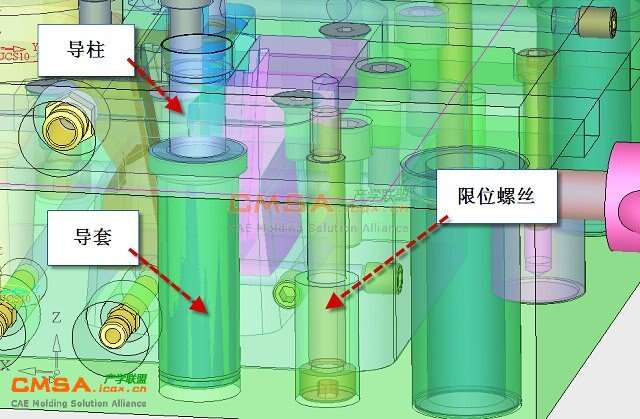
采用了普通标准模架加装附加导柱导套的结构,运动的距离是由4个限位螺丝来控制的:
 下载 (92.54 KB)
下载 (92.54 KB)
2010-2-4 00:20
这样的结构比较简单,加工方便,也省去了定制专用模架的费用。(一般非标的模架要加价30%)
1.6 内缩滑块滑动轨道的设计
 下载 (76.32 KB)
下载 (76.32 KB)
2010-2-4 00:20
内缩滑块滑动轨道的设计是采用卡槽式的结构,从上图可以看到在模框上有供“轨道”安装的缺口,加工好的“轨
道”可以很方便地从侧面的缺口插进去,然后用螺丝固定。“轨道”用优质耐磨的合金钢制作,硬度为HRC58度。
1.7主流道的设计
为了获得最佳的注塑效果,采用了如下图的浇口套:
 下载 (54.97 KB)
下载 (54.97 KB)
2010-2-4 00:20
它需要注塑机另外配置专用的加长喷嘴。浇口套与模仁的配合处采用了3°的锥度。以避免定模框与定模第板分开时浇口套被拉毛而产生飞边。 发表于 2010-2-4 00:24 [只看该作者] [回复] [引用] 1.8 分流道和进料口
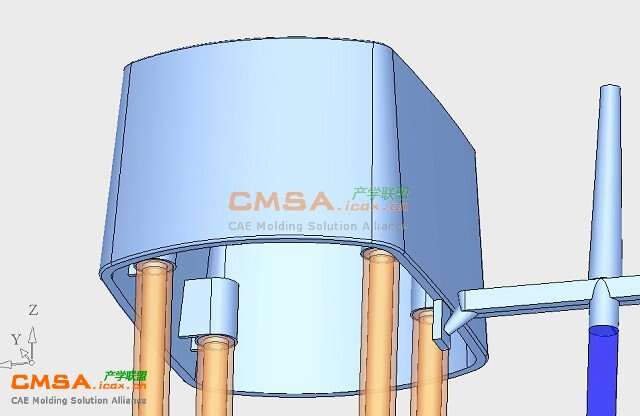
这个产品的浇口系统采用的是常规的潜伏式浇口:
 下载 (47.78 KB)
下载 (47.78 KB)
2010-2-4 00:25
塑料从产品上附加的一个小片上进入,产品出来后再将它切除,这样的注塑效果比较好。
 下载 (49.33 KB)
下载 (49.33 KB)
2010-2-4 00:25
1.9定模的冷却
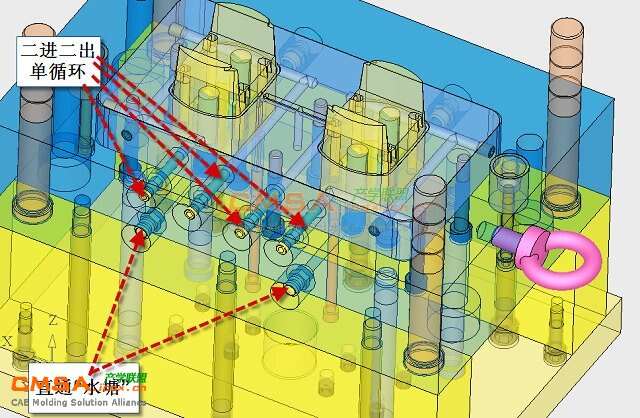
为了提高注塑生产的效率和控制均匀的模温,以减少产品的内应力,定模部分采用了充分的冷却。定模仁的冷却是采用了二个“单循环”。如下图:
 下载 (86.73 KB)
下载 (86.73 KB)
2010-2-4 00:25
二处“斜铲块”是重要的冷却位置,产品的凸模的部分由于结构的关系,内缩滑块上是做不到冷却的,整个凸模的热量的50%靠“斜铲块”中间的“水塘”带走。它的水路是从定模底板里走的,如下图,为了避开浇口套,在定模板上饶了个圈,因为要考虑到注塑机的工人节驳水管的方便,水接头要放在方便的位置,出于无奈,只好这样做了,如下图:
 下载 (60.8 KB)
下载 (60.8 KB)
2010-2-4 00:26
定模的二层的水管的出口的接头是安排在注塑机操作面板的反面一侧的,这样调机工接驳水管比较方便,水管接头尽量少放在模具的上面和下面,放在上面的水管接头在装拆时有水滴在模具上容易生锈。放在下面的水管接头装拆不方便,而且塑料水管会影响产品掉下来。所以我一般都是喜欢如下图的布置:
 下载 (37.9 KB)
下载 (37.9 KB)
2010-2-4 00:26
定模部分最终装配后的状况是这样的,分型面上设有二处圆锥形的精定位器。与动模部分精确定位,以保证注塑出来的产品壁厚均匀不错位:
 下载 (78.81 KB)
下载 (78.81 KB)
2010-2-4 00:26
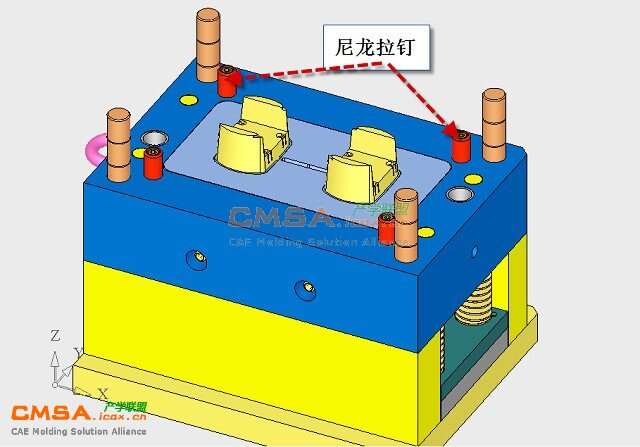
本套模具的一个关键动作是定模框与定模底板要分开45mm的空档,迫使“斜铲块”与“内缩滑块”分开45mm。这个动作的的拉力是靠4个“尼龙拉钉”来实现的。开模时由于“尼龙拉钉”的作用,动模板紧紧地拉住动模框,等到定模框上的6个“限位螺丝”到位,这时内缩滑块已经缩到位,动模板才与定模框分开。“尼龙拉钉”的拉力失效,则“内缩滑块”的动作也失效,产品奖会被“内缩滑块”刮坏。定模框上与“尼龙拉钉”相配的孔的内表面要求很光滑,这样“尼龙拉钉”的拉力才充分体现,而且“尼龙拉钉”的寿命会延长。
本帖最后由 liujunyun 于 2010-2-4 00:30 编辑 发表于 2010-2-4 00:34 [只看该作者] [回复] [引用] 1.10动模的设计
动模的整体外观是这样的
 下载 (58.43 KB)
下载 (58.43 KB)
2010-2-4 00:31
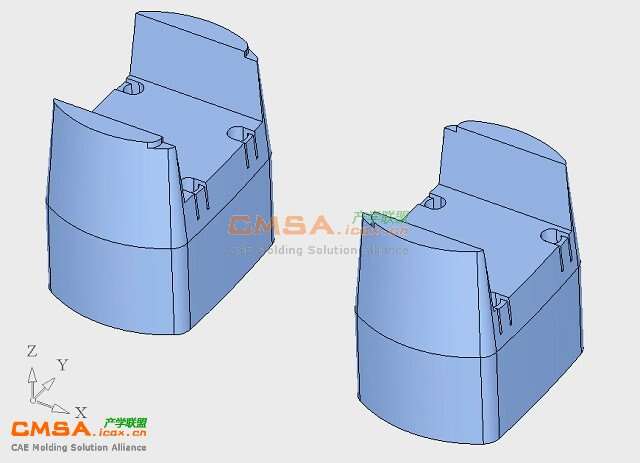
动模仁是这样的:
 下载 (37.54 KB)
下载 (37.54 KB)
2010-2-4 00:31
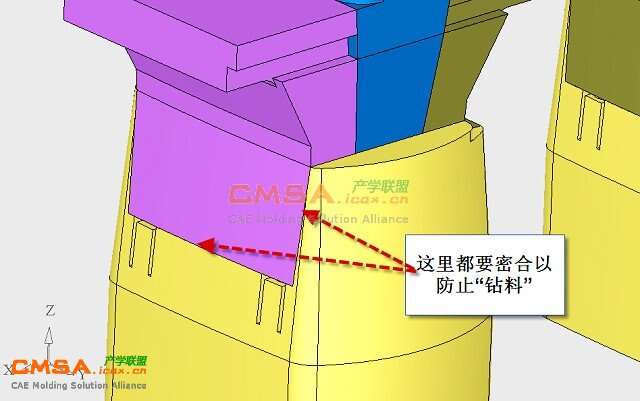
动模仁在模具闭合状态与二个内滑块以及斜铲块是密合的,包括二侧3°的斜面和底面,如果间隙大就会“钻料”,使得内滑块不能正常工作。
 下载 (49.37 KB)
下载 (49.37 KB)
2010-2-4 00:31
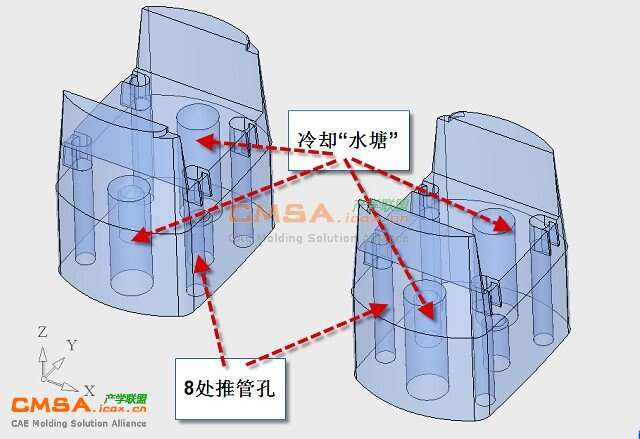
我们将它放透明看,可以看到每个动模仁上有2处“水塘”和推管孔:
 下载 (63.34 KB)
下载 (63.34 KB)
2010-2-4 00:31
动模部分的水冷却是这样安排的:
 下载 (110.9 KB)
下载 (110.9 KB)
2010-2-4 00:31
1.10产品的顶出
产品的顶出比较简单,就靠4根推管来实现的。
 下载 (40.49 KB)
下载 (40.49 KB)
2010-2-4 00:31
1.11整套模具的外形如图:
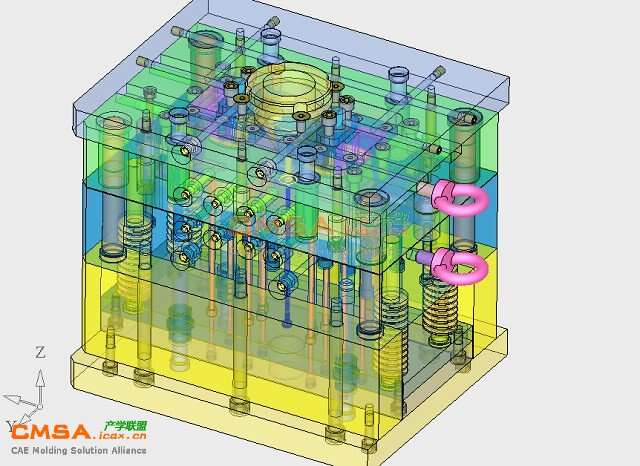 下载 (99.29 KB)
下载 (99.29 KB)
2010-2-4 00:31
这套模具的成本控制与加工合理性
均属上乘,由常州某日资模具厂制造,效果如预期,一次试模成功,已量产。
1.1产品特徵分析:
2010-2-3 22:52
2010-2-3 22:52
本产品是平板彩电显示器下方的“基座”,材质为PC。造型比较简洁,但对于注塑模具来说,出模方法极为繁复。是典型的“扮猪吃老虎”式的课题。由于外壳四周均为5°的倒斜,4个螺丝座的脱模受到严重的限制。 基座, 模具, 实战, 精品, 老师
开思论坛
- 7年模具设计看不出这个产品是怎么出的
- 求助,雕刻眼镜模(非模具,是样品)?
- 模具设计
- 关于五金模具设计
- 谁有倒装一模多穴二次顶出模模具图
开思大学
- 开思网专访【台湾区模具工业同业公会】
- 手柄模具加工演示--Cimatron E9
- 模具设计--电池扣拆电极
- 台湾模具产业纪录片 - 当教授遇上黑手 - 塑料射出成型的时代风云(一)
- 不同产品在同一模具里SW的分模方法
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25

- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2010-2-3 15:03 [只看该作者] [回复] [引用] 1.2模具结构的初步设想做“斜顶块”是最直接的想法:
2010-2-3 22:59
由于4个螺丝座的脱模是用推管来实现的,然而,从上图可以看到,斜顶块与推管是相互干涉的,假如在斜顶块上开一个缺口,避开推管,但是由于斜顶块在脱模时要水平移动9.2mm,推管外侧的凸模将被开通,
另外,由于产品的下部沿周有一圈R0.5的圆角,所以斜顶块上必然有凹下0.5的造型,当斜顶块向上顶起时,一定会有一个向内的水平移动,但是这个凹下的0.5的部位当充满了塑料后就会阻挡斜顶块的的水平运动。所以,用斜顶块的方案是行不通的。
2010-2-3 23:03
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25
- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2010-2-3 15:40 [只看该作者] [回复] [引用] 第二个思路是做“内缩滑块”: 2010-2-3 23:40
如上图所示,假如二个内缩滑块向中间移动,给4个螺丝座让出位置,产品就可以正常脱模,但是这个方案也将面对二个问题,第一是斜铲块必须在定模一边,假如放在动模一边将无法安排动模芯的冷却水路。第二是二个内缩滑块的轨道的间隙肯定会“钻料”,这样模具将无法正常工作。所以,必须想办法将内缩滑块的滑动轨道安排在定模一边。
1.2分模
首先我们先将上下模简单地分开:
(编者注:本书着重体现模具结构的构思和逻辑推理,以及模具零部件的加工工艺,在这里不赘述软件的操作和指令,请读者见谅。)
2010-2-3 23:40
2010-2-3 23:40
为了实现内滑块缩芯机构,模芯可以被分割成这样:
2010-2-3 23:40
基础的部分是这样的,仍然可以布置理想的冷却水路和推管顶出机构:
2010-2-3 23:40
剩下的一块是这样的:
2010-2-4 00:10
它可以被分割成3块,是设计内缩滑块和斜铲块的“基本型”,由于产品的造型的原因,一边有“边”,一边没有“边”,所以斜铲块的二侧的斜度是不同的,一边是4°,另一边是10°:
2010-2-4 00:26
本帖最后由 liujunyun 于 2010-2-3 16:26 编辑
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25
- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2010-2-3 16:33 [只看该作者] [回复] [引用] 1.3内缩滑块和斜铲块的设计内缩滑块和斜铲块的设计是本套模具设计的关键所在,所有的其他部件的设计都是服从于内缩滑块和斜铲块的设计。由于前面提到的原因,这3块都是被安排在定模一边的,中间的一块就成了斜铲块,两侧的二块做成了内缩滑块。最后,这3件设计成为这样:
2010-2-4 00:41
开模时是这样的:
2010-2-4 00:41
这时滑块已经可以与产品分离
2010-2-4 00:40
直到滑块完全从产品里脱出来,产品跟随动模芯后移,在运动过程中,内缩滑块上的凹的“T型槽”与斜铲块上的凸的“T型槽”始终是不分离的:
2010-2-4 00:40
考虑到这3个零件是在产品的中央位置,冷却尤为重要,我在斜铲块里设置了“水塘”和“隔水片”:
2010-2-4 00:31
两边的内缩滑块是用铍铜做的,这样可以提高热传导的效率,斜铲块是用耐磨的合金钢制作的,硬度为HRC52度。
本帖最后由 liujunyun 于 2010-2-3 16:51 编辑
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25
- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2010-2-4 00:18 [只看该作者] [回复] [引用] 1.4定模仁的设计根据客户的要求,这套模具是一模二穴的,我们要考虑到浇口和横流道应该尽量短,又要考虑到二组内滑块有足够的活动空间,考虑再三,决定将二穴的中心距设计成为130mm.
2010-2-4 00:15
翻过来是这样的:
2010-2-4 00:15
这个定模仁与定模框的固定,我们采取了这样的一个设计。因为考虑到内缩滑块和斜铲块之间有个相对运动的距离(45mm),而内缩滑块是被附加在定模仁上的,定模仁又是被固定在定模框上的,而斜铲块是固定在定模底板上的,所以,每一次开模,定模框就会与定模底板分开45mm。所以定模仁必须要固定在定模框上,但是定模框的底部是通的,常规的螺丝固定的方法就不起作用。我们采用了下图的固定方法,在定模仁的反面做了一个台阶,从台阶处收紧螺丝:
2010-2-4 00:16
这样的固定方法可以使得定模仁非常稳定,同时又可以获得最短的主流道。
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25
- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2010-2-4 00:22 [只看该作者] [回复] [引用] 1.5 定模框与定模底板的滑动连接设计采用了普通标准模架加装附加导柱导套的结构,运动的距离是由4个限位螺丝来控制的:
2010-2-4 00:20
这样的结构比较简单,加工方便,也省去了定制专用模架的费用。(一般非标的模架要加价30%)
1.6 内缩滑块滑动轨道的设计
2010-2-4 00:20
内缩滑块滑动轨道的设计是采用卡槽式的结构,从上图可以看到在模框上有供“轨道”安装的缺口,加工好的“轨
道”可以很方便地从侧面的缺口插进去,然后用螺丝固定。“轨道”用优质耐磨的合金钢制作,硬度为HRC58度。
1.7主流道的设计
为了获得最佳的注塑效果,采用了如下图的浇口套:
2010-2-4 00:20
它需要注塑机另外配置专用的加长喷嘴。浇口套与模仁的配合处采用了3°的锥度。以避免定模框与定模第板分开时浇口套被拉毛而产生飞边。
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25
- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
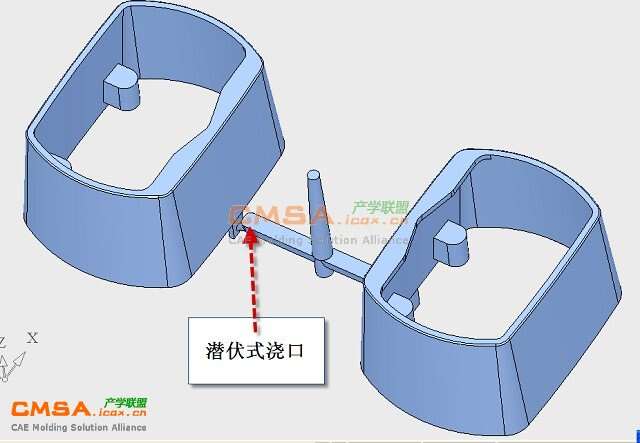
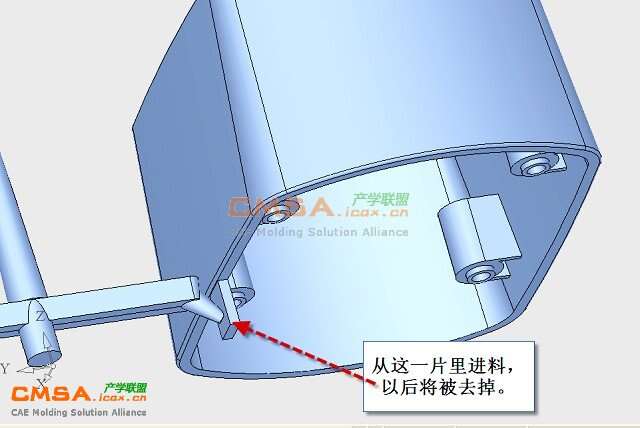
发表于 2010-2-4 00:24 [只看该作者] [回复] [引用] 1.8 分流道和进料口这个产品的浇口系统采用的是常规的潜伏式浇口:
2010-2-4 00:25
塑料从产品上附加的一个小片上进入,产品出来后再将它切除,这样的注塑效果比较好。
2010-2-4 00:25
1.9定模的冷却
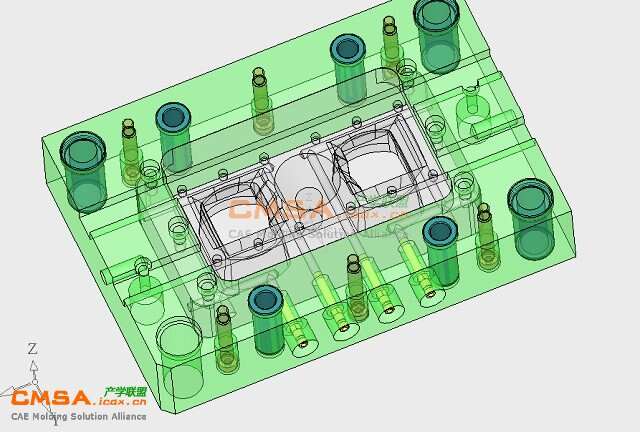
为了提高注塑生产的效率和控制均匀的模温,以减少产品的内应力,定模部分采用了充分的冷却。定模仁的冷却是采用了二个“单循环”。如下图:
2010-2-4 00:25
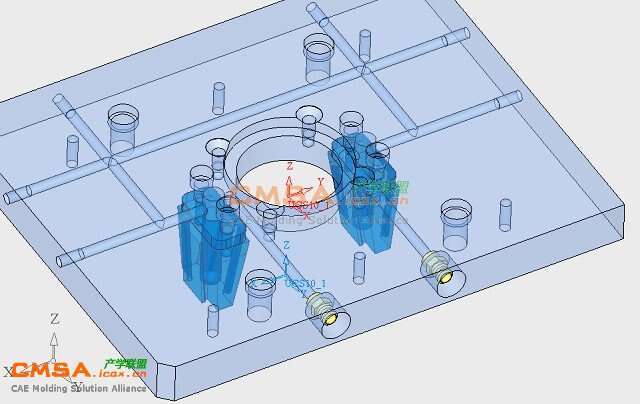
二处“斜铲块”是重要的冷却位置,产品的凸模的部分由于结构的关系,内缩滑块上是做不到冷却的,整个凸模的热量的50%靠“斜铲块”中间的“水塘”带走。它的水路是从定模底板里走的,如下图,为了避开浇口套,在定模板上饶了个圈,因为要考虑到注塑机的工人节驳水管的方便,水接头要放在方便的位置,出于无奈,只好这样做了,如下图:
2010-2-4 00:26
定模的二层的水管的出口的接头是安排在注塑机操作面板的反面一侧的,这样调机工接驳水管比较方便,水管接头尽量少放在模具的上面和下面,放在上面的水管接头在装拆时有水滴在模具上容易生锈。放在下面的水管接头装拆不方便,而且塑料水管会影响产品掉下来。所以我一般都是喜欢如下图的布置:
2010-2-4 00:26
定模部分最终装配后的状况是这样的,分型面上设有二处圆锥形的精定位器。与动模部分精确定位,以保证注塑出来的产品壁厚均匀不错位:
2010-2-4 00:26
本套模具的一个关键动作是定模框与定模底板要分开45mm的空档,迫使“斜铲块”与“内缩滑块”分开45mm。这个动作的的拉力是靠4个“尼龙拉钉”来实现的。开模时由于“尼龙拉钉”的作用,动模板紧紧地拉住动模框,等到定模框上的6个“限位螺丝”到位,这时内缩滑块已经缩到位,动模板才与定模框分开。“尼龙拉钉”的拉力失效,则“内缩滑块”的动作也失效,产品奖会被“内缩滑块”刮坏。定模框上与“尼龙拉钉”相配的孔的内表面要求很光滑,这样“尼龙拉钉”的拉力才充分体现,而且“尼龙拉钉”的寿命会延长。
本帖最后由 liujunyun 于 2010-2-4 00:30 编辑
⇑TOP
全新《开思网》在线视频! 设计、分析、加工、模具高清晰视频在线看! liujunyun (助理)- 发短消息
- 加为好友
liujunyun 当前离线
- UID
- 219534
- 帖子
- 1956
- 精华
- 9
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 大米
- 390
- 活动
- 0
- 学分
- 0
- 阅读权限
- 150
- 在线时间
- 680 小时
- 注册时间
- 2009-3-25
- UID
- 219534
- 帖子
- 1956
- 积分
- 34
- 技术
- 0
- 学费
- 5
- 贡献
- 2428
- 学分
- 0
- 注册时间
- 2009-3-25
发表于 2010-2-4 00:34 [只看该作者] [回复] [引用] 1.10动模的设计动模的整体外观是这样的
2010-2-4 00:31
动模仁是这样的:
2010-2-4 00:31
动模仁在模具闭合状态与二个内滑块以及斜铲块是密合的,包括二侧3°的斜面和底面,如果间隙大就会“钻料”,使得内滑块不能正常工作。
2010-2-4 00:31
我们将它放透明看,可以看到每个动模仁上有2处“水塘”和推管孔:
2010-2-4 00:31
动模部分的水冷却是这样安排的:
2010-2-4 00:31
1.10产品的顶出
产品的顶出比较简单,就靠4根推管来实现的。
2010-2-4 00:31
1.11整套模具的外形如图:
2010-2-4 00:31
这套模具的成本控制与加工合理性
均属上乘,由常州某日资模具厂制造,效果如预期,一次试模成功,已量产。