五羊石像的传说视频:《第二十六篇 阴差阳错 误打误撞拣法宝》 - 模具技术交流 - CAE模具高校产学联盟网站...
来源:百度文库 编辑:中财网 时间:2024/05/08 05:04:11
《第二十六篇 阴差阳错 误打误撞拣法宝》
说起来真是天大的笑话,我有很多做模的“法宝”,竟然是无意中犯了错,在改正的过程中,反而变成了“绝招”。有种叫“差动顶杆”的方法,就是这样发明的。还是在做学徒的时候,有一次师傅叫我在顶杆板上钻顶杆的沉头孔,那是在70年代,模具市场上没有卖现成的顶杆的,任何顶杆都是工厂自己做。做顶杆的工艺过程是:先选材料,(T8A或者T10A),然后是车加工,要留磨削余量和工艺凸台,并且二头打中心孔。接下来是热处理,淬火到HRC56~60。然后是外圆磨床加工。再接下来是线切割总长度和后面沉头的长度。我发现有几支顶杆的“沉头”长了2毫米。但是顶杆的前面和型腔接平的部分已经做好了,是用线切割做的,当时我厂没有线切割机,都要拿出去给别厂加工。因为沉头也是淬火的,很硬,搞不动,除非是上磨床磨,但是要做专门的夹具,否则很容易“打飞机”(广东模具俗语,甩出来的意思,很危险)。而且装夹起来也是非常麻烦,单单加工一二根,那就更麻烦了。我懒得再第二次拿出去线切割加工,又急着要去试模,就在顶杆板后面的推板上“踩”了2毫米深的沉头孔先临时应付一下试模再说。如下图1:

 下载 (20.44 KB)
下载 (20.44 KB)
2009-7-5 21:38
谁知道鬼使神差,我师弟不知就里,看到顶杆的沉头长了2毫米,就将它在砂轮机上磨平了,而且沉头底不平整,很难看。结果模具装起来就如图2那样。后面空了一截。模具使用的时候,塑料注射进去,顶杆的头部受到压力,就会缩下去2毫米。产品上就会多出一块2毫米高的象顶杆头部一样的小圆台,产品很难看,而且还有缩痕。因为我是师兄,师傅将我狠狠地骂了一通。因为自己工厂设备不全,做顶杆非常麻烦,又是要热处理,又要外圆磨加工。当时厂里条件差,这二道工序都要外协加工的,但是我又怕师父骂。结果,我想了个办法,在顶杆的后面焊了一节,象图3那样,那焊的一节顶在模底板上。倒也将事情敷衍了过去,但是先前在推板上踩的一个2毫米深的圆坑忘了填平。先试了模具再说。试模的时候我有别的事情,没有参加,是师弟小张去的,还算顺利,样品我也看过了,没有什么问题。此事也就过去了。过了一个星期,师弟小张悄悄对我说:“大师兄啊,上次的模具是有问题的,我没敢说出来。”“是什么问题啊”“顶杆的顶出好像不同步,好像有先后,不过对产品倒没有什么影响。”“是啊,”我突然想起,那根烧过焊的顶杆,确实是会延迟2毫米再前进的,因为有那个2毫米深的圆坑。“那还不赶快向师傅汇报。”
师傅听了我的汇报,我估计一定会挨一顿臭骂。可是师傅并没有骂我,只是紧锁眉头在想什么问题,考虑了一会儿,对我说:“徒弟啊,你犯的不过是个小错误,而且也及时补救了,这本来没有什么关系,谁都会犯错。但是你可能无意间发现了一个宝贝儿,这个顶杆在顶出的时间上有前后差动,可能是个好东西,一旦碰上了,会很有用的。”山不转水转,师傅这句话到底是应验了。
话说1989年,我到广东二年了,那时我还在广州《华强模具厂》做厂长。一天,有个朋友来到我的办公室,拿出一个产品让我看。是一款精致的“随身听”外壳。是一模出一底一盖的。从外表看,模具确实做的不错,棱角清晰,线条明快,造型很别致。就是表面有一些小小的点,用广东话说,是“胶屎”引起的。所谓“胶屎”,其实是一些残留的塑料碎屑。这些塑料碎屑是怎么产生的?怎么解决这个这个问题?确实困惑了很多人。通过长期的观察和考虑,我分析“胶屎”产生的原因是这样的。
这个制品在注塑时采取的浇口是从顶杆走的“潜伏式浇口”,顶杆1的上部有一个塑料圆柱与产品相连。如下图:
 下载 (52.64 KB)
下载 (52.64 KB)
2009-7-5 21:37
这种浇口的出模机理是靠动模上的直孔和作为进料口的斜孔相交处产生的“切断刀口”将这个“潜伏式浇口”切断。但是再进一步仔细地分析发现,左边这根顶杆1顶动它上部的塑料是向上走的。右边这根顶杆2顶动的塑料是斜方向走的。由于塑料的柔软性,在“刀口”开始切塑料时,未被切断的部分受到向上和斜方向的二个力的拉扯。所以,被拉断的部分会产生少量的毛刺,这些毛刺是连在顶杆1上部的塑料圆柱上的,当这个塑料圆柱继续被顶杆1向前推进时,这些毛刺就被刀口刮下来,成为碎屑。如下图:
 下载 (34.61 KB)
下载 (34.61 KB)
2009-7-5 21:39
由于顶杆1的位置已经上升了,封住了进浇口。这些碎屑会残留在进料口的空腔里,在下一次注塑的时候就会被冲进型腔。就形成了“胶屎”的现象。分析出了原因,自然就会有这样的想法,假如有可能,让左边的顶杆1先走一小段距离。等到浇口被切断后,右边的顶杆2再将浇口顶出来。这绝对是个很好的方法。但这样做是不是会将模具结构变得异常复杂呢?请各位放心,不会的,解决起来是非常简单的。
我在本篇开始时讲的故事,恰恰可以解决这个问题,恰如我师傅讲的那样,那个将错就错的办法,在这里派上了大用场。这个方还法我给起了个响当当的名字,叫做“差动顶杆” ,还申报了国家专利。
我只是简单地将模具改成下图那样:
 下载 (63.34 KB)
下载 (63.34 KB)
2009-7-5 21:41
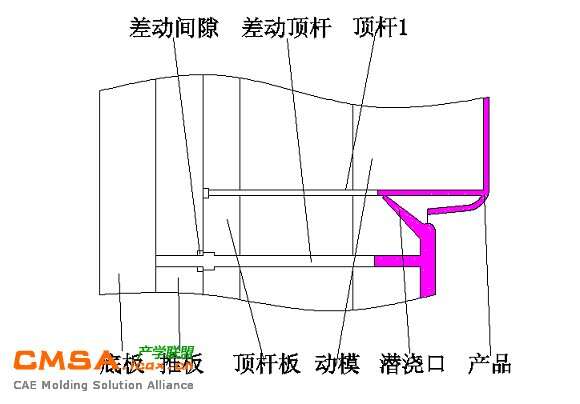
当注塑机的顶出杆顶动模具的推板时,顶杆1与产品一起向前推进,同时将“潜伏式浇口”切断,形成一个光滑的切断面。前进一小段距离后,推板上的差动间隙走完,再推动差动顶杆,将“潜伏式浇口”推出来。
没有任何悬念,“胶屎”不见了,问题解决了。我也忘记了拿这个产品来叫我解决问题的朋友的联系电话,反正后来同样的问题遇到过好多次。我认为这个方法很值得推广,不怕大家笑话,这个方法是我误打误撞“拣”来的。说不定还能“流芳百世”呢。
说起来真是天大的笑话,我有很多做模的“法宝”,竟然是无意中犯了错,在改正的过程中,反而变成了“绝招”。有种叫“差动顶杆”的方法,就是这样发明的。还是在做学徒的时候,有一次师傅叫我在顶杆板上钻顶杆的沉头孔,那是在70年代,模具市场上没有卖现成的顶杆的,任何顶杆都是工厂自己做。做顶杆的工艺过程是:先选材料,(T8A或者T10A),然后是车加工,要留磨削余量和工艺凸台,并且二头打中心孔。接下来是热处理,淬火到HRC56~60。然后是外圆磨床加工。再接下来是线切割总长度和后面沉头的长度。我发现有几支顶杆的“沉头”长了2毫米。但是顶杆的前面和型腔接平的部分已经做好了,是用线切割做的,当时我厂没有线切割机,都要拿出去给别厂加工。因为沉头也是淬火的,很硬,搞不动,除非是上磨床磨,但是要做专门的夹具,否则很容易“打飞机”(广东模具俗语,甩出来的意思,很危险)。而且装夹起来也是非常麻烦,单单加工一二根,那就更麻烦了。我懒得再第二次拿出去线切割加工,又急着要去试模,就在顶杆板后面的推板上“踩”了2毫米深的沉头孔先临时应付一下试模再说。如下图1:
2009-7-5 21:38
谁知道鬼使神差,我师弟不知就里,看到顶杆的沉头长了2毫米,就将它在砂轮机上磨平了,而且沉头底不平整,很难看。结果模具装起来就如图2那样。后面空了一截。模具使用的时候,塑料注射进去,顶杆的头部受到压力,就会缩下去2毫米。产品上就会多出一块2毫米高的象顶杆头部一样的小圆台,产品很难看,而且还有缩痕。因为我是师兄,师傅将我狠狠地骂了一通。因为自己工厂设备不全,做顶杆非常麻烦,又是要热处理,又要外圆磨加工。当时厂里条件差,这二道工序都要外协加工的,但是我又怕师父骂。结果,我想了个办法,在顶杆的后面焊了一节,象图3那样,那焊的一节顶在模底板上。倒也将事情敷衍了过去,但是先前在推板上踩的一个2毫米深的圆坑忘了填平。先试了模具再说。试模的时候我有别的事情,没有参加,是师弟小张去的,还算顺利,样品我也看过了,没有什么问题。此事也就过去了。过了一个星期,师弟小张悄悄对我说:“大师兄啊,上次的模具是有问题的,我没敢说出来。”“是什么问题啊”“顶杆的顶出好像不同步,好像有先后,不过对产品倒没有什么影响。”“是啊,”我突然想起,那根烧过焊的顶杆,确实是会延迟2毫米再前进的,因为有那个2毫米深的圆坑。“那还不赶快向师傅汇报。”
师傅听了我的汇报,我估计一定会挨一顿臭骂。可是师傅并没有骂我,只是紧锁眉头在想什么问题,考虑了一会儿,对我说:“徒弟啊,你犯的不过是个小错误,而且也及时补救了,这本来没有什么关系,谁都会犯错。但是你可能无意间发现了一个宝贝儿,这个顶杆在顶出的时间上有前后差动,可能是个好东西,一旦碰上了,会很有用的。”山不转水转,师傅这句话到底是应验了。
话说1989年,我到广东二年了,那时我还在广州《华强模具厂》做厂长。一天,有个朋友来到我的办公室,拿出一个产品让我看。是一款精致的“随身听”外壳。是一模出一底一盖的。从外表看,模具确实做的不错,棱角清晰,线条明快,造型很别致。就是表面有一些小小的点,用广东话说,是“胶屎”引起的。所谓“胶屎”,其实是一些残留的塑料碎屑。这些塑料碎屑是怎么产生的?怎么解决这个这个问题?确实困惑了很多人。通过长期的观察和考虑,我分析“胶屎”产生的原因是这样的。
这个制品在注塑时采取的浇口是从顶杆走的“潜伏式浇口”,顶杆1的上部有一个塑料圆柱与产品相连。如下图:
2009-7-5 21:37
这种浇口的出模机理是靠动模上的直孔和作为进料口的斜孔相交处产生的“切断刀口”将这个“潜伏式浇口”切断。但是再进一步仔细地分析发现,左边这根顶杆1顶动它上部的塑料是向上走的。右边这根顶杆2顶动的塑料是斜方向走的。由于塑料的柔软性,在“刀口”开始切塑料时,未被切断的部分受到向上和斜方向的二个力的拉扯。所以,被拉断的部分会产生少量的毛刺,这些毛刺是连在顶杆1上部的塑料圆柱上的,当这个塑料圆柱继续被顶杆1向前推进时,这些毛刺就被刀口刮下来,成为碎屑。如下图:
2009-7-5 21:39
由于顶杆1的位置已经上升了,封住了进浇口。这些碎屑会残留在进料口的空腔里,在下一次注塑的时候就会被冲进型腔。就形成了“胶屎”的现象。分析出了原因,自然就会有这样的想法,假如有可能,让左边的顶杆1先走一小段距离。等到浇口被切断后,右边的顶杆2再将浇口顶出来。这绝对是个很好的方法。但这样做是不是会将模具结构变得异常复杂呢?请各位放心,不会的,解决起来是非常简单的。
我在本篇开始时讲的故事,恰恰可以解决这个问题,恰如我师傅讲的那样,那个将错就错的办法,在这里派上了大用场。这个方还法我给起了个响当当的名字,叫做“差动顶杆” ,还申报了国家专利。
我只是简单地将模具改成下图那样:
2009-7-5 21:41
当注塑机的顶出杆顶动模具的推板时,顶杆1与产品一起向前推进,同时将“潜伏式浇口”切断,形成一个光滑的切断面。前进一小段距离后,推板上的差动间隙走完,再推动差动顶杆,将“潜伏式浇口”推出来。
没有任何悬念,“胶屎”不见了,问题解决了。我也忘记了拿这个产品来叫我解决问题的朋友的联系电话,反正后来同样的问题遇到过好多次。我认为这个方法很值得推广,不怕大家笑话,这个方法是我误打误撞“拣”来的。说不定还能“流芳百世”呢。
误打误撞
第二十六香港电影金像奖
水浒传第二十六回梗概
谁有《瑶玲啊瑶玲》第二十六集剧本!!
《新唐书列传第二十六》的译文
“参加第二十六期团校职业导航培训”英文怎么说
哪里可以下载《第二十六届十大中文金曲》晚会啊?
大话~~~~~法宝
《诗经》第八十六篇是什么?
有谁知道“推箱子”游戏的第二十六关怎么过?
谁有新概念第二册第四十六课练习B的答案
在那下载天外飞仙第一集至第二十六集
在那下载天外飞仙第一集至第二十六集
龙域第二卷 乘风漫步 第四十六章 天才孤寂(上)
初一语文书下册—第二十六课探究练习的答案
哪里能下到初中地理十六章第二节美国的课件
《罗马假日》获第二十六届(1953年) 奥斯卡最佳女主角,其中男主角的职业是?
《罗马假日》获第二十六届(1953年) 奥斯卡最佳女主角,其中男主角的职业是?
《罗马假日》获第二十六届(1953年) 奥斯卡最佳女主角,其中男主角的职业是?
、《明志略论坛基本法》第三章第二十六条的内容是什么?
“阴差阳错”是什么意思?尤其是最初的意思是什么?
新聊斋之阴差阳错 分集介绍
什么动物来到这世上是“阴差阳错”?
阴差阳错和公司老总同一天生日!