甜梦文库皇帝产子堵住:《第二十九篇 将错就错 略施小计解危局》 - 模具技术交流 - CAE模具高校产学联盟网站...
来源:百度文库 编辑:中财网 时间:2024/05/10 14:19:01
《第二十九篇 将错就错 略施小计解危局》
南方模具厂的厂长杜可与我可是交情非浅,又是臭味相投,喜欢喝酒,工作之余,我俩经常会小酌两杯,顺便聊聊公司的事情。1994年初夏的一天,我的模具设计公司刚开张不久,那天晚上杜可来看我,不免又多喝了几杯,我本想叫他再来几杯,来个不醉不休,可是他说他厂里还在试模,不放心,要回去看看。不到10点就回去了。我有点累,也就早早地睡了。没料想睡到半夜,被擂鼓似的拍门声敲醒了,开门一看,又是杜可。“你这个混蛋,”我揉着惺忪的眼睛,恨恨地嘟哝道:“刚才叫你喝,你又不喝,现在又想来喝,搞什么鬼啊?”“还喝哪”杜可气急败坏地说:“我那套水壶模具搞不定啦!弄不好要报废,你快去帮我看看吧”。二话没说我就上了他的车(他的司机开的)。真是搞笑,我还穿着拖鞋哪。一到南头关口,才发现没有带“边防证”,又倒回宝安县城拿证件,一直折腾到2点才到了杜可在“蛇口”(深圳地名)的工厂。
我看了他们拿来的模具图:(为了方便讲清楚道理,模具图被我简化了)

 下载 (32.73 KB)
下载 (32.73 KB)
2009-7-17 23:35
模具还在注塑机上呢,采用的是定模弹块结构,真惨,弹块根本弹不出来,连拉钩也断了。一般来说,这种情况是由于定模框的刚性不够,注塑时模框微量膨胀,注塑后弹性变形消失,定模框弹回去夹死了定模弹块,这个夹紧力非常大,有时会是几百吨甚至上千吨。再大的弹簧也弹不出来的,情况严重时拉钩也没有作用,照断不误。一般解决的办法是加强模框的强度和刚性,减少它注塑时的变形。可是我看了他们的模具,这个定模框够大的了(不知道有没有调质),刚性应该是没有问题的。但是事实是弹块出不来,为什么呢?我一看图纸就发现了一个要命的问题,原来这套模具的定模弹块的锁紧斜度是5°,这可是犯的原则性的错误。
我问杜可:“你知道什么叫‘摩擦角’吗?”“没有听说过”杜可回答道:“查老师又在这里卖什么孔夫子的文章了?”“你有所不知,”我很认真地说:“这个锁紧的角度是非常有讲究的,角度小,就一定出不来。象我们钻床上用的钻套一样,叫“莫氏锥度,”二个钻套套在一起,轻轻压一下,二者之间就有非常大的摩擦力,能够承受钻孔时的巨大扭力。如果定模弹块的锁紧斜度大,就可以弹出来。但是这个角度恰到好处的临界点到底是几度呢?一般来说是7.5度左右。”杜可不解地问:“谁规定的,还是怎么计算出来的?”
为了讲清楚这个道理,请看下图:
 下载 (17.15 KB)
下载 (17.15 KB)
2009-7-17 23:35
我们将一个物体放在一块板上,将这块板的一端向上升,使得板与水平面成一个角度。当这个角度达到一定值的时候,板上的物体就开始滑动。这个时候的初始角度就叫“摩擦角”。影响这个角度的主要因素是物体与板的材料特性,譬如材料的硬度,表面的粗糙度等等,我们将所有因素的综合作用称为“摩擦系数”。居有关资料统计,钢与钢之间的摩擦系数是在0.12到0.15之间。假如钢的硬度和光洁度高一些,摩擦系数就会偏小。这个角度的正切值就是摩擦系数。所以,可以推导出,钢与钢的摩擦角是6.85°~8°之间。
杜可听了我讲的这番话,才恍然大悟,他这套模具的毛病出在这个5°上,很简单,将角度改为10°就可以解决。定模弹块改大斜度去掉部分的空挡正好安排放置摩擦片。花了10天的时间才将模具改成下图的结构:
 下载 (39.14 KB)
下载 (39.14 KB)
2009-7-17 23:35
定模弹块与模框之间增加了高硬度的,而且很光的带有“T型槽”的摩擦片(要开油槽)。问题就勉强解决了。说句心里话,我真的不是很喜欢“定模弹块”这种结构。象杜可这种情况,我处理过不下50次,其实还有其他的原因,使得弹块弹不出来,老是搞得我灰头土脸的。下面我把我不喜欢定模弹块的理由给大家讲讲。首先我们看一下在注塑时,定模弹块受到多大的压力,就拿杜可这套水壶模具为例。
产品的侧向面积大约是20X20=400平方厘米,按每平方厘米0.5吨计算,定模弹块的侧向受力是200吨,这个力将传递给模框,从塑性力学的角度看,模框和弹块受到200吨的压紧力,结合面的钢铁的表面会被挤压并且产生变形,而且这个变形肯定是不均匀的。这时弹块要滑出来所需要的力会非常大。仅仅靠弹簧和拉钩是不可靠的,甚至有时是非常危险的。
从弹性力学的角度看,模框受到200吨的向外胀的力后,会产生弹性变形,这时定模弹块也会向外涨开,(可能在0.05以上)所以塑料制品的壁厚也会增厚0.05,当注塑完毕后,向外的侧向压力消失,模框一定会回弹,模框存储的能量被释放出来。又向内压迫定模弹块,制品被紧紧地夹住。
因为一般注塑机的开模力仅仅为锁模力的十分之一左右。这时注塑机就不能将模具的动、定模分开。我相信每一个模具师傅都会遇到过这种情况。这也是我不喜欢定模弹块的主要原因。
但是世界上的事情是没有绝对的,总会有解决的方法,我的设计公司的名称就叫《金刚钻》,岂能没招?在经常遇到这种定模弹块的问题后,我也被逼出了一个“法宝”,现在拿出来与大家分享,以抛砖引玉。
 下载 (27.46 KB)
下载 (27.46 KB)
2009-7-17 23:35
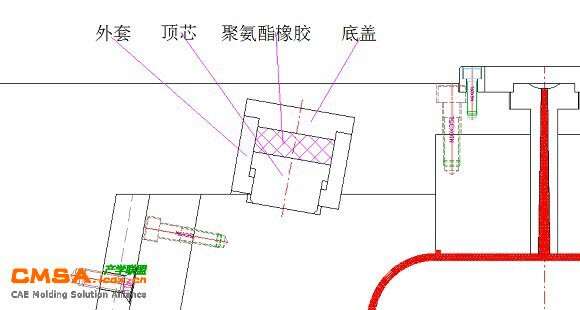
这是一种超强力弹簧,它的弹性体是聚氨酯橡胶,被放在一个密封的外套里,一定要有如图的底盖,底盖上有一个台阶伸进外套,产生一个密闭的空腔来管制聚氨酯橡胶不外泄。注塑机锁模时,当如图的“顶芯”受到定模弹块的压力,聚氨酯橡胶被压缩,当开模时,它存储的能量会释放出来,这个力是等于锁模力乘以cos10°的。也就是说,定模弹块受到的向外的推力增加了10倍。一般每套模具里放置4~8个,但要注意平衡。聚氨酯橡胶的压缩量要控制在3~5毫米左右。假如压缩量太大,聚氨酯橡胶容易被压烂,甚至合不紧模。一般来讲,只要定模框的强度足够,用了这个强力弹簧,定模弹块的推出是万无一失的。但是这种机构仅仅是启动一下,定模弹块后面的行程还是要靠原来的弹簧和拉钩。
杜可这下子可高兴了。“难产的”水壶模具交了差,还学到了一个“绝招”,值了。他和他的副厂长陈先生兴高采烈地请我到蛇口海上世界附近的“上海酒店”喝酒,后来反而他先喝醉了,我差一点点也醉了,结果变成我买单。网上流传的一付对联的上联“海上通道通上海”。就是那次喝醉酒时想到的。
南方模具厂的厂长杜可与我可是交情非浅,又是臭味相投,喜欢喝酒,工作之余,我俩经常会小酌两杯,顺便聊聊公司的事情。1994年初夏的一天,我的模具设计公司刚开张不久,那天晚上杜可来看我,不免又多喝了几杯,我本想叫他再来几杯,来个不醉不休,可是他说他厂里还在试模,不放心,要回去看看。不到10点就回去了。我有点累,也就早早地睡了。没料想睡到半夜,被擂鼓似的拍门声敲醒了,开门一看,又是杜可。“你这个混蛋,”我揉着惺忪的眼睛,恨恨地嘟哝道:“刚才叫你喝,你又不喝,现在又想来喝,搞什么鬼啊?”“还喝哪”杜可气急败坏地说:“我那套水壶模具搞不定啦!弄不好要报废,你快去帮我看看吧”。二话没说我就上了他的车(他的司机开的)。真是搞笑,我还穿着拖鞋哪。一到南头关口,才发现没有带“边防证”,又倒回宝安县城拿证件,一直折腾到2点才到了杜可在“蛇口”(深圳地名)的工厂。
我看了他们拿来的模具图:(为了方便讲清楚道理,模具图被我简化了)
2009-7-17 23:35
模具还在注塑机上呢,采用的是定模弹块结构,真惨,弹块根本弹不出来,连拉钩也断了。一般来说,这种情况是由于定模框的刚性不够,注塑时模框微量膨胀,注塑后弹性变形消失,定模框弹回去夹死了定模弹块,这个夹紧力非常大,有时会是几百吨甚至上千吨。再大的弹簧也弹不出来的,情况严重时拉钩也没有作用,照断不误。一般解决的办法是加强模框的强度和刚性,减少它注塑时的变形。可是我看了他们的模具,这个定模框够大的了(不知道有没有调质),刚性应该是没有问题的。但是事实是弹块出不来,为什么呢?我一看图纸就发现了一个要命的问题,原来这套模具的定模弹块的锁紧斜度是5°,这可是犯的原则性的错误。
我问杜可:“你知道什么叫‘摩擦角’吗?”“没有听说过”杜可回答道:“查老师又在这里卖什么孔夫子的文章了?”“你有所不知,”我很认真地说:“这个锁紧的角度是非常有讲究的,角度小,就一定出不来。象我们钻床上用的钻套一样,叫“莫氏锥度,”二个钻套套在一起,轻轻压一下,二者之间就有非常大的摩擦力,能够承受钻孔时的巨大扭力。如果定模弹块的锁紧斜度大,就可以弹出来。但是这个角度恰到好处的临界点到底是几度呢?一般来说是7.5度左右。”杜可不解地问:“谁规定的,还是怎么计算出来的?”
为了讲清楚这个道理,请看下图:
2009-7-17 23:35
我们将一个物体放在一块板上,将这块板的一端向上升,使得板与水平面成一个角度。当这个角度达到一定值的时候,板上的物体就开始滑动。这个时候的初始角度就叫“摩擦角”。影响这个角度的主要因素是物体与板的材料特性,譬如材料的硬度,表面的粗糙度等等,我们将所有因素的综合作用称为“摩擦系数”。居有关资料统计,钢与钢之间的摩擦系数是在0.12到0.15之间。假如钢的硬度和光洁度高一些,摩擦系数就会偏小。这个角度的正切值就是摩擦系数。所以,可以推导出,钢与钢的摩擦角是6.85°~8°之间。
杜可听了我讲的这番话,才恍然大悟,他这套模具的毛病出在这个5°上,很简单,将角度改为10°就可以解决。定模弹块改大斜度去掉部分的空挡正好安排放置摩擦片。花了10天的时间才将模具改成下图的结构:
2009-7-17 23:35
定模弹块与模框之间增加了高硬度的,而且很光的带有“T型槽”的摩擦片(要开油槽)。问题就勉强解决了。说句心里话,我真的不是很喜欢“定模弹块”这种结构。象杜可这种情况,我处理过不下50次,其实还有其他的原因,使得弹块弹不出来,老是搞得我灰头土脸的。下面我把我不喜欢定模弹块的理由给大家讲讲。首先我们看一下在注塑时,定模弹块受到多大的压力,就拿杜可这套水壶模具为例。
产品的侧向面积大约是20X20=400平方厘米,按每平方厘米0.5吨计算,定模弹块的侧向受力是200吨,这个力将传递给模框,从塑性力学的角度看,模框和弹块受到200吨的压紧力,结合面的钢铁的表面会被挤压并且产生变形,而且这个变形肯定是不均匀的。这时弹块要滑出来所需要的力会非常大。仅仅靠弹簧和拉钩是不可靠的,甚至有时是非常危险的。
从弹性力学的角度看,模框受到200吨的向外胀的力后,会产生弹性变形,这时定模弹块也会向外涨开,(可能在0.05以上)所以塑料制品的壁厚也会增厚0.05,当注塑完毕后,向外的侧向压力消失,模框一定会回弹,模框存储的能量被释放出来。又向内压迫定模弹块,制品被紧紧地夹住。
因为一般注塑机的开模力仅仅为锁模力的十分之一左右。这时注塑机就不能将模具的动、定模分开。我相信每一个模具师傅都会遇到过这种情况。这也是我不喜欢定模弹块的主要原因。
但是世界上的事情是没有绝对的,总会有解决的方法,我的设计公司的名称就叫《金刚钻》,岂能没招?在经常遇到这种定模弹块的问题后,我也被逼出了一个“法宝”,现在拿出来与大家分享,以抛砖引玉。
2009-7-17 23:35
这是一种超强力弹簧,它的弹性体是聚氨酯橡胶,被放在一个密封的外套里,一定要有如图的底盖,底盖上有一个台阶伸进外套,产生一个密闭的空腔来管制聚氨酯橡胶不外泄。注塑机锁模时,当如图的“顶芯”受到定模弹块的压力,聚氨酯橡胶被压缩,当开模时,它存储的能量会释放出来,这个力是等于锁模力乘以cos10°的。也就是说,定模弹块受到的向外的推力增加了10倍。一般每套模具里放置4~8个,但要注意平衡。聚氨酯橡胶的压缩量要控制在3~5毫米左右。假如压缩量太大,聚氨酯橡胶容易被压烂,甚至合不紧模。一般来讲,只要定模框的强度足够,用了这个强力弹簧,定模弹块的推出是万无一失的。但是这种机构仅仅是启动一下,定模弹块后面的行程还是要靠原来的弹簧和拉钩。
杜可这下子可高兴了。“难产的”水壶模具交了差,还学到了一个“绝招”,值了。他和他的副厂长陈先生兴高采烈地请我到蛇口海上世界附近的“上海酒店”喝酒,后来反而他先喝醉了,我差一点点也醉了,结果变成我买单。网上流传的一付对联的上联“海上通道通上海”。就是那次喝醉酒时想到的。
南京第二十九中学校址
第二十九届美洲杯冠军是?
第二十九届奥运会的广告词是什么?
北京市第二十九中学初中部军训问题
中考数学第二十九题型的解题思路
谁知道去北京市第二十九中学怎么走?
大清后宫第二十九集在那里下载
生化危机2利昂加第二克莱尔剧情功略
略高于第二批分数线应如何填志愿
什么是小计量阿斯匹林
SqL如何分组小计
什么是小计划招生
管子-内业第四十九篇
联系作品试分析《水浒传》第二十九回塑造人物的手法。
请问"治安管理处罚条例"第二十九条第一款第一项是什么内容?
请问“三十六计”中第二十九计“树上开花”是什么意思啊?谢谢啊÷÷
请教:《乡镇企业法》第二十九条中的“生产许可证”是什么证?
玄雨的小兵传奇第二十九集出版了吗?
、《明志略论坛基本法》第三章第二十六条的内容是什么?
2006中国(北京)国际文化用品博览会 第二十九届北京国际礼品工艺品暨家居用品展览会门票要钱么?
有谁能告诉我,南京市第二十九中学致远中学,小升初直升的小学有哪些>谢谢了
"将错就错"翻写怎么写啊?
繁体字的"将错就错"怎么写啊???????
求古诗十九首中的几篇翻译